සබැඳි ද්විතියික රූප වෙන් කිරීමේ පරීක්ෂණ පද්ධතිය සඳහා පිරිවිතර
මාර්ගගත ද්විතීයික රූප වෙන් කිරීමේ පරීක්ෂණ පද්ධතිය මෝටර් රථ වින්ඩ්ෂීල්ඩ්හි ද්විතියික රූප වෙන් කිරීමේ කෝණය මැනීම සඳහා මෝටර් රථ සුළං ආවරණ නිෂ්පාදන රේඛාවට ඒකාබද්ධ කළ හැකිය. පරීක්ෂණ පද්ධතිය මඟින් පරීක්ෂණ සැලැස්මට අනුව නම් කරන ලද ස්ථාපන කෝණ සාම්පලයේ කැප වූ ලක්ෂ්යවල ද්විතියික රූප වෙන් කිරීමේ අගය මැනීම සම්පූර්ණ කරන අතර අගය අසාමාන්ය නම් අනතුරු ඇඟවීමක් කරයි. ප්රතිඵලය වාර්තා කිරීම, මුද්රණය කිරීම, ගබඩා කිරීම සහ අපනයනය කළ හැකිය. මිනුම් කාර්ය සාධන අවශ්යතා අනුව බහු සංවේදක පද්ධති එකට ඒකාබද්ධ කළ හැක.
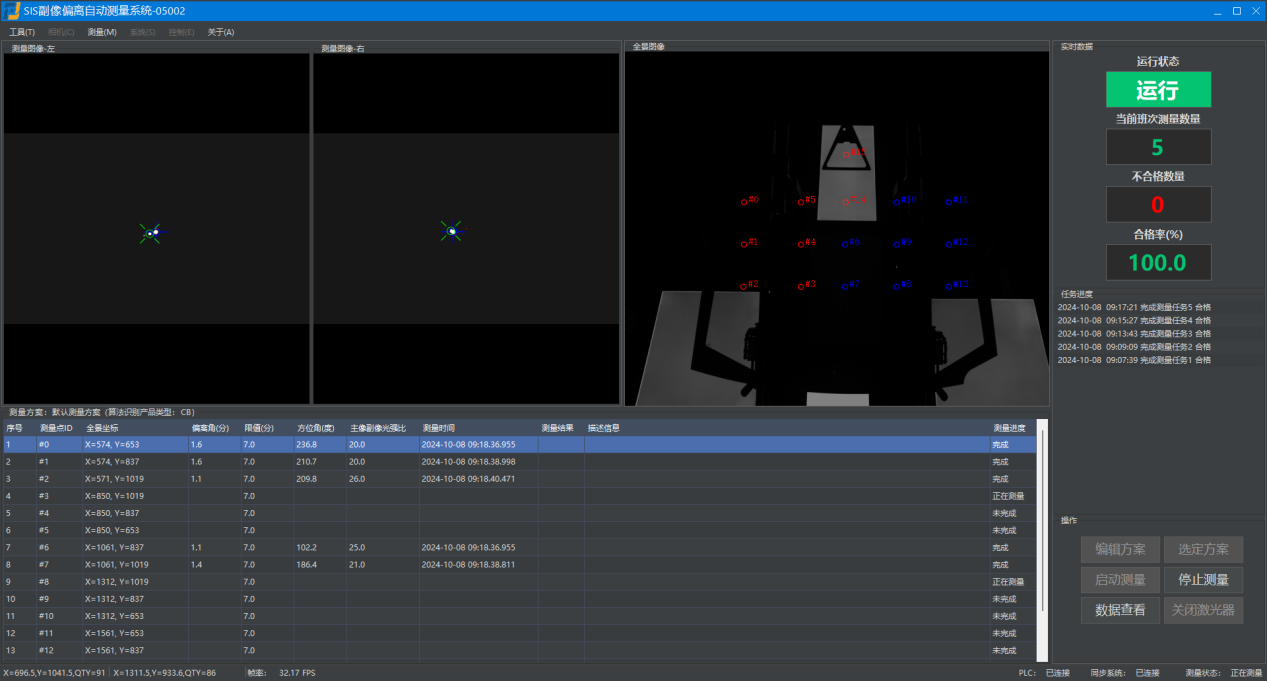
මෘදුකාංග අතුරුමුහුණත
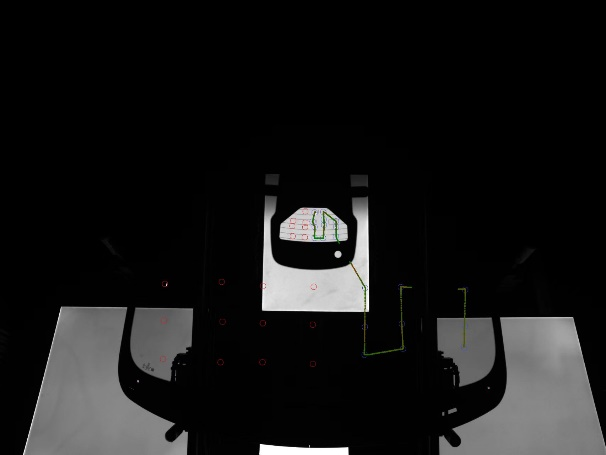
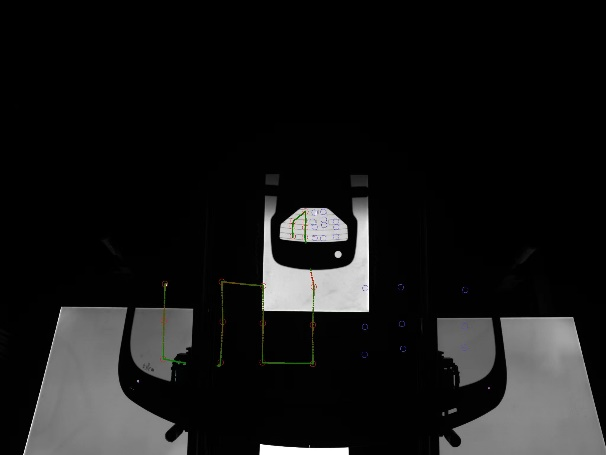
ද්විත්ව සංවේදක ස්කෑන් කිරීමේ ප්රතිඵල සංදර්ශකය
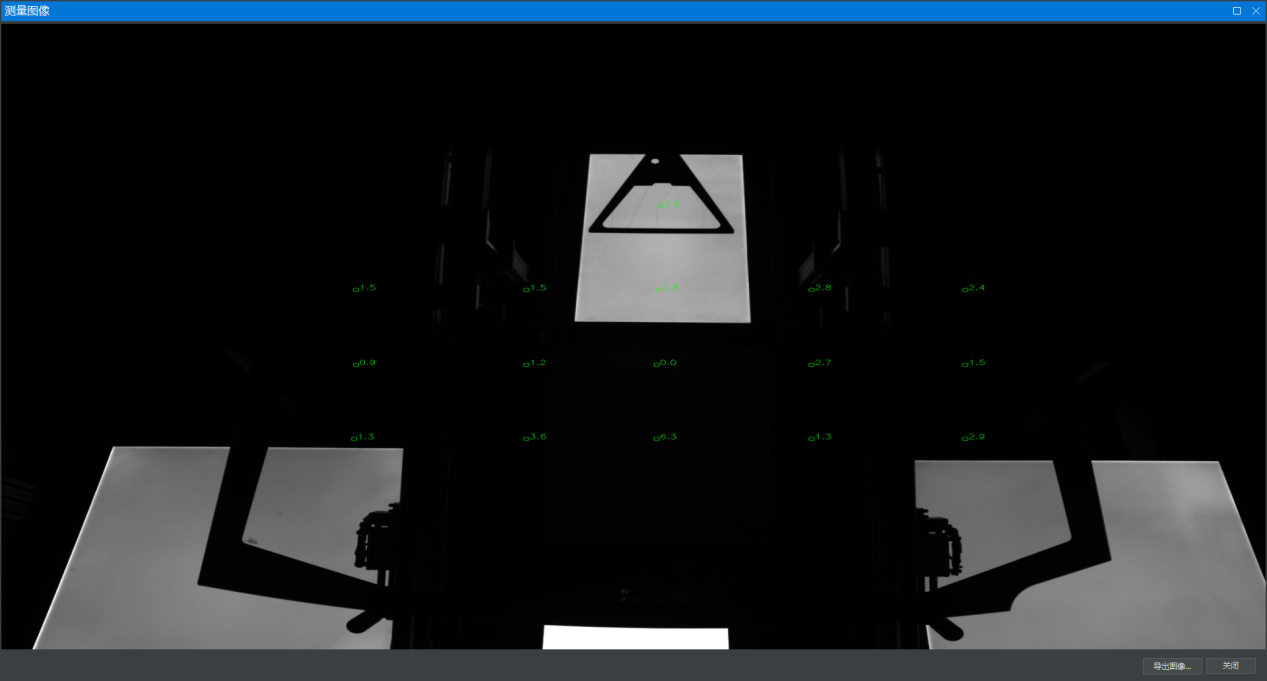
ප්රධාන ලක්ෂ්ය ප්රතිඵල
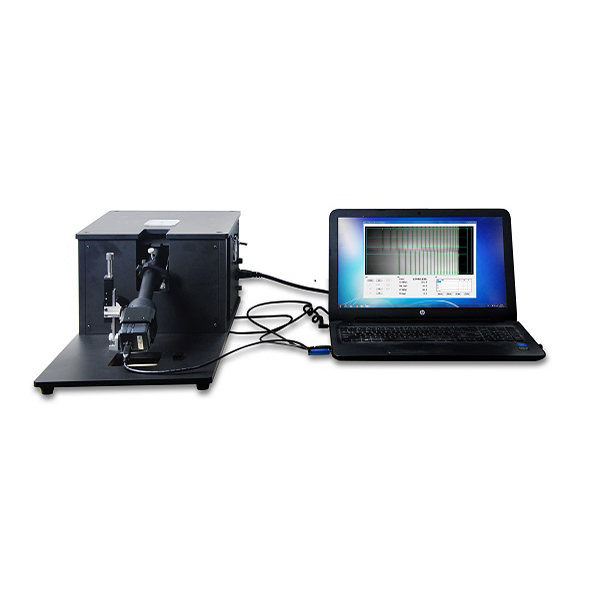
දස්වයංක්රීයදාර ආතතියමීටර්පුළුවන්මැනීමආතතිය බෙදා හැරීම (සම්පීඩනයේ සිට ආතතිය දක්වා)එක් අවස්ථාවක12Hz පමණ වේගය සහප්රතිඵල නිවැරදි සහ ස්ථාවර වේ. එයවේගවත් හා විස්තීර්ණ අවශ්යතා සපුරාලිය හැකියමැනීම සහ පරීක්ෂණයකර්මාන්තශාලා නිෂ්පාදනයේදී.සමඟවිශේෂාංගයගේසාප්පු ප්රමාණය, සංයුක්ත ව්යුහයසහභාවිතා කිරීමට පහසු, ටීඔහුමීටරය වේතත්ත්ව පාලනය, ස්ථානය සඳහා ද සුදුසු යපරීක්ෂා කරන්නසහ අනෙකුත් අවශ්යතා.
නියැදිය
නියැදි ප්රමාණ පරාසය: මීටර් 1.9 * 1.6 (අවශ්ය පරිදි අභිරුචිකරණය කර ඇත)
නියැදි ස්ථාපන කෝණ පරාසය: 15 °~75 ° (නියැදි ප්රමාණය, ස්ථාපන කෝණ පරාසය, මිනුම් පරාසය සහ යාන්ත්රික පද්ධති චලන පරාසය සම්බන්ධ වන අතර අවශ්යතා අනුව අභිරුචිකරණය කළ යුතුය)
සමස්ත කාර්ය සාධනය
තනි ලක්ෂ්ය මිනුම් පුනරාවර්තන හැකියාව: 0.4 '(ද්විතියික රූප අපගමන කෝණය<4'), 10% (4 '≤ ද්විතියික රූප අපගමන කෝණය<8'), 15% (ද්විතියික රූප අපගමන කෝණය ≥ 8 ')
මිනුම් වේගය: තත්පර 80 කින් යතුරු ලක්ෂ්ය 40 (අභිරුචිකරණය කළ)
ලේසර් ආලෝක සංවේදක පද්ධති පරාමිතීන්
| මිනුම් පරාසය: 80'*60'අවම අගය: 2'විභේදනය: 0.1' | ආලෝක ප්රභවය: ලේසර්තරංග ආයාමය: 532nmබලය:<20mw |
දැක්ම පද්ධති පරාමිතීන්
| මිනුම් පරාසය: 1000mm * 1000mm | ස්ථානගත කිරීමේ නිරවද්යතාවය: 1 මි.මී |
යාන්ත්රික පද්ධති පරාමිතීන් (අවශ්ය පරිදි අභිරුචිකරණය කර ඇත)
| නියැදි ප්රමාණය පරාසය: 1.9*1.6m/1.0*0.8m.නියැදි සවි කිරීමේ ක්රමය: 2 ඉහළ සහ 2 පහළ ස්ථාන, අක්ෂීය.ස්ථාපන කෝණය සඳහා ගණනය කිරීමේ මිණුම් ලකුණ: නියැදියේ ස්ථාවර ස්ථාන හතරකින් සමන්විත තලයක්.නියැදි ස්ථාපන කෝණ ගැලපුම් පරාසය: 15°~75°.පද්ධතියේ විශාලත්වය: දිග මීටර් 7 * පළල මීටර් 4 * උස මීටර් 4. | පද්ධති අක්ෂය: x යනු තිරස් දිශාව, z යනු සිරස් දිශාවයි.X-දිශා දුර: 1000mm.Z-දිශාව දුර: 1000mm.උපරිම පරිවර්තන වේගය: 100mm/තත්පර.පරිවර්තන ස්ථානගත කිරීමේ නිරවද්යතාව: 0.1mm. |
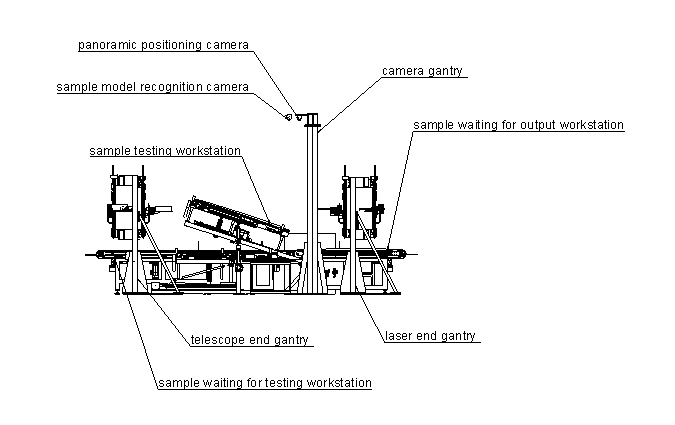
විසඳුම 1
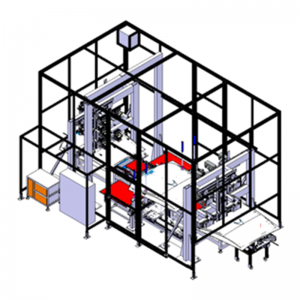
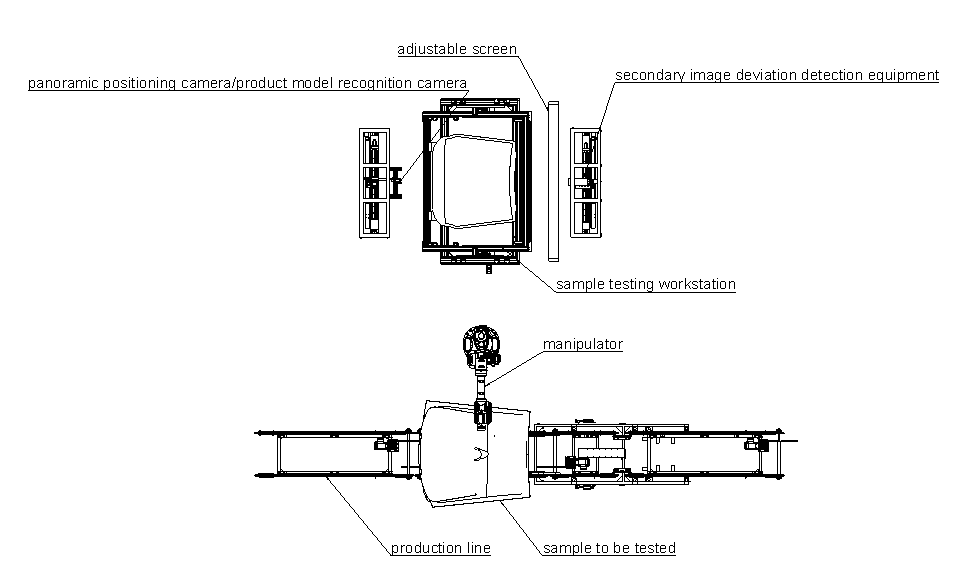
යාන්ත්රික අංශය ප්රධාන වශයෙන් භාවිතා කරනුයේ සුළං ආවරණ සාම්පල මාරු කිරීම, ස්ථාපන කෝණයට නියැදි ඉරියව්ව සකස් කිරීම සහ මිනුම් සම්පූර්ණ කිරීමේදී ද්විතියික රූප වෙන් කිරීමේ පරීක්ෂණ පද්ධතියට සහාය වීම සඳහා ය.
යාන්ත්රික අංශය වැඩපොළ තුනකට බෙදා ඇත: නියැදි පරීක්ෂණ සේවා ස්ථානය, නියැදි පරීක්ෂණ සේවා ස්ථානය සහ ප්රතිදාන වැඩපොළ සඳහා නියැදිය බලා සිටීම (විකල්ප).
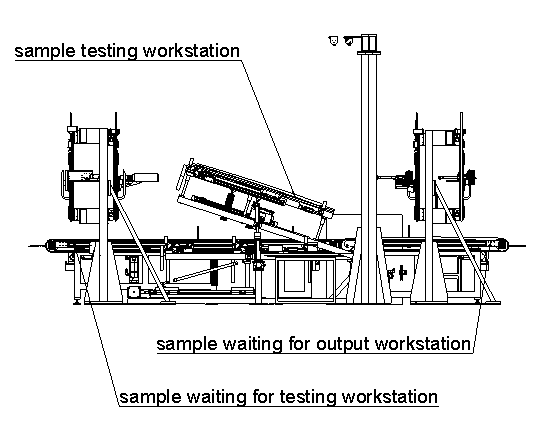
නියැදි පරීක්ෂණයේ මූලික ක්රියාවලිය වන්නේ: නියැදිය නිෂ්පාදන රේඛාවේ සිට නියැදිය පරීක්ෂා කිරීම සඳහා බලා සිටින නියැදිය වෙත ගලා යයි; ඉන්පසුව එය නියැදි පරීක්ෂණ වැඩපොළේ සිට නියැදි පරීක්ෂණ සේවා ස්ථානයට ගලා යයි, එහිදී එය පරීක්ෂණ ස්ථානයට ඔසවා, ස්ථාපන කෝණයට කරකවා, පෙළගස්වනු ලැබේ; ඉන්පසු ද්විතියික රූප වෙන් කිරීමේ පරීක්ෂණ පද්ධතිය නියැදිය මැනීමට පටන් ගනී. පරීක්ෂා කරන ලද නියැදිය නියැදි පරීක්ෂණ වැඩපොළේ සිට නිෂ්පාදන රේඛාවට හෝ ප්රතිදාන වැඩපොළ සඳහා රැඳී සිටින නියැදියට ගලා යයි.
සැපයුම් විෂය පථය
1, වැඩපොළ තුනක්
2, ද්විතියික රූප වෙන් කිරීමේ පරීක්ෂණ පද්ධතිය
අතුරු මුහුණත
පළමු වැඩපොළේ පිවිසුම් වාහක පටිය සහ තුන්වන වැඩපොළේ පිටවීමේ වාහක පටිය
විසඳුම 2
යාන්ත්රික කොටස ප්රධාන වශයෙන් භාවිතා වන්නේ සුළං ආවරණ නියැදිය මාරු කිරීම, ස්ථාපන කෝණයට නියැදි ඉරියව්ව සකස් කිරීම සහ මිනුම් සම්පූර්ණ කිරීමේදී ද්විතියික රූප වෙන් කිරීමේ පරීක්ෂණ පද්ධතියට සහාය වීම සඳහා ය.
යාන්ත්රික අංශය කොටස් තුනකට බෙදා ඇත: නිෂ්පාදන රේඛාව, හැසිරවීම සහ පරීක්ෂණ වැඩපොළ. පරීක්ෂණ වැඩපොළ නිෂ්පාදන රේඛාව අසල පිහිටා ඇත. වීදුරුව හසුරුවන්නා විසින් අල්ලාගෙන පරීක්ෂණ වැඩපොළේ තබා ඇත. මැනීම අවසන් වූ පසු, වීදුරුව උපාමාරු කරන්නා විසින් නැවත නිෂ්පාදන රේඛාව මත තබා ඇත.
පරීක්ෂණ වැඩපොළ නියැදි මිනුම් වරහනකින් සමන්විත වේ. නියැදි මිනුම් වරහනේ කෝණය නියැදියේ සැබෑ ස්ථාපන තත්ත්වය අනුකරණය කිරීමට කරකැවිය හැකි අතර නියැදිය තැබීමට පෙර සුදුසු ස්ථාපන කෝණයට ගැලපිය හැක. නියැදිය වාහක පටියෙන් අල්ලා සකස් කරන ලද මිනුම් වරහන මත තබා ඇත. පෙළගැස්වීමේ ස්ථානගත කිරීම වරහන මත සිදු කෙරේ.
නියැදි පරීක්ෂා කිරීමේ මූලික ක්රියාවලිය වන්නේ: වරහන නියැදිය ස්ථාපන කෝණයට කරකවයි. නියැදිය නිෂ්පාදන රේඛාවේ සිට අල්ලා ගන්නා ස්ථානයට ගලා යයි, එහිදී හසුරුවන්නා වීදුරුව ගෙන වීදුරුව පරීක්ෂණ වැඩපොළට තබයි. මැනීමෙන් පසු නියැදිය හැසිරවීම මඟින් නිෂ්පාදන රේඛාව වෙත ආපසු ගෙන ගොස් පිටතට ගලා යයි.
සැපයුම් විෂය පථය
1, පරීක්ෂණ වැඩපොළ
අතුරු මුහුණත
පරීක්ෂණ පද්ධතියේ වරහන.
සේවාදායකයා විසින් හසුරුවන්න
පරීක්ෂණය අඳුරු කාමරයක සිදු කළ යුතු අතර, පාරිභෝගිකයා අඳුරු කාමරය ලෙස විශාල ආවරණයක් සකස් කළ යුතුය
අභිරුචි කළ කොටස
1. නියැදි ප්රමාණය, මිනුම් ප්රදේශය සහ ස්ථාපන කෝණය මත පදනම්ව ආධාරක වරහන මැනිය.
2. මිනුම් පරාසය, මිනුම් ලක්ෂ්ය ගණන සහ මිනුම් චක්ර අවශ්යතා මත පදනම්ව මිනුම් සංවේදක පද්ධති ගණන තීරණය කරන්න.
අඩවි අවශ්යතා මත
අඩවි ප්රමාණය: දිග මීටර් 7 * පළල මීටර් 4 * උස මීටර් 4 (අවසන් අඩවි ප්රමාණය අභිරුචි කළ විකල්පය මත තීරණය කළ යුතුය)
බල සැපයුම: 380V
ගෑස් ප්රභවය: ගෑස් ප්රභව පීඩනය: 0.6Mpa, ඉන්ටේක් පයිප්පයේ පිටත විෂ්කම්භය: φ 10